
Dynamic globularization prediction during cogging process of large size TC11 titanium alloy billet with lamellar structure
2014-03-09 11:57:08HongwuSONGShihongZHANGMingCHENG
Defence Technology 2014年1期
Hong-wu SONG,Shi-hong ZHANG*,Ming CHENG
Institute of Metal Research,Chinese Academy of Sciences,Shenyang 110016,China
1.Introduction
Titanium alloys,particularly dual-phase titanium alloys,have been widely used as advanced structural materials in aeronautic applications.Especially,the alloy with a nominal composition of Ti-6.5Al-1.5Zr-3.5Mo-0.3Si(named TC11 alloy),which has a composition similar to Russia alloy VT9,is a typical dual-phase alloy and has now been the most widely used titanium alloy in aerospace field in China to produce the compressor discs and blades.Due to the additions of beta isomorphous element Mo,neutral element Zr and beta eutectoid element Si into Ti-6Al base,TC11 alloy has a higher strength,better creep resistance and more excellent
thermal stability,especially at elevated temperatures compared with conventional Ti-6Al-4V alloy[1,2].
The lamellar microstructure associated with as-cast or betaprocessed dual-phase titanium alloys has been found to break up or globularize dynamically during deformation and statically during post deformation annealing in the alpha/beta phase field,which plays a key role in development of desired microstructure for final forming or service.Therefore,the globularization process has received considerable attention[3-7].
Many studies have been focused on dynamic globularization of two phase titanium alloys.In early works,Kaybyshev,et al.[8-10]qualitatively studied the evolution of plate like microstructure during superplastic deformation,with strain rate being in the order of 10-3s-1in the two phase alpha/beta region of VT9 alloy.The dynamic globularization process was found to be governed by the alpha-beta transformation and the development of grain boundary sliding.Semiatin,et al.[5,11]observed that the dynamic globularization of Ti-6Al-4V alloy with colony alpha structure occurred at strain rate of lower than 0.01 s-1;and the strains of 0.75-1.0 and 2-2.5
2214-9147/$-see front matter Copyright?2014,China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.http://dx.doi.org/10.1016/j.dt.2014.01.003 were required for ‘initiation’and competition of dynamic globularization,respectively.Later study[4,12,13]indicated that the dependence of dynamic globularization kinetics on test temperature and initial microstructure appeared to be complex.Recently submicron grain structure was achieved by warm deformation of Ti-6Al-4V alloy at low temperature(550°C)and low strain rate(0.001 s-1)as a result of dynamic globularization[14].It can be found that the former researches were focused on globularization behavior at low strain rate or warm temperature.However,most thermomechanical processing of dual-phase titanium alloys for ingot breakdown on hammer or hydraulic press in industry was carried out at high temperature and high strain rate(above 0.01 s-1).Although the most recently research by Park,et al.[15]indicated that the superplasticity of Ti-6Al-4V alloy with martensite microstructure can be enhanced by its dynamic globularization generated at high strain rate(0.1 s-1),and the quantitative analysis of dynamic globularization kinetics is still unclear under such conditions for alloys with colony alpha structure.
In spite of the referenced studies,the modeling and quantitative prediction of the dynamic globularization of two phase titanium alloy parts during forging are still lacking.Few works on dynamic globularization prediction of titanium alloys were all based on the arti fi cial neutral network models[16,17].And as for the TC11 alloy,few researches have been conducted on dynamic globularization kinetics[18],but the model established was only for low strains[19].For better understanding of the microstructure control through dynamic globularization during cogging,the subtransus deformation behavior and dynamic globularization evolution were firstly studied and modeled.And then the microstructure evolution in cogging process of large size billet was simulated and predicted.
2.Materials and experimental methods
TC11 alloy used in this investigation chemical has the following composition(wt.%):Al 6.17,Mo 3.41,Zr 1.77,Si 0.285,Fe 0.054,C 0.014,N 0.01,H 0.0006,O 0.100,and the rest being Ti.The measured β transus temperature is about 1020°C.The received Φ10 mm wrought bars are heated to 1040°C and held for 30 min followed by furnace cooling.The initial microstructure of the heat-treated material is shown in Fig.1.

Fig.1.SEM image of lamellar structure of TC11 alloy achieved by treating at 1040°C and holding for 30 min.
The microstructure shows a typical lamellar structure characterized by several alpha colonies in prior coarse β grains and a thick grain boundary alpha layer.The α and β lamellae are parallel toeach other inthe alpha colonies.The average β grain size isaround400-500μm,andtheaveragethicknessesoftheαandβ lamellae in colonies are about 1.5 μm and 0.35 μm,respectively.
Cylindrical compressive specimens with 8 mm in diameter and 12 mm in height are machined from the heat-treated bars.Isothermal compression test is conducted on a Gleeble 3500 thermal simulator in the temperature range of 890-995°C and the strain rate range of 0.01-10 s-1.Graphite sheets are used as high temperature lubricant on both top and bottom sides of the specimens.Furthermore,the tantalum plates are used to avoid high temperature reaction and reduce heat transfer between the specimens and the anvils.During the tests,the specimens are heated to the given temperatures at a heating speed of 5°C/s,and held for 3 min to ensure a uniform distribution of temperature in the specimen.They are compressed to the given reduction and then fast cooled to room temperature.The deformation temperature is measured by thermocouples welded to the center region of the specimen surface.The load-stroke curves obtained from the compression tests are finally converted into true stress-true strain curves.
The deformed specimens are sectioned parallel to the compression axis for microstructural analysis.The samples for optical metallographic examination are mechanically polished andetchedwithasolutionconsisting of10pctHF,20pctHNO3and 60 pct H2O.Because of the inhomogeneous deformation and non-uniform strain distribution in the compressed specimens,FEM is applied to calculate the local strains for microstructure observation.Since the beta phase transforms during cooling,the primary alpha phase,which governs the structure type of alloy,is mainly studied.Globularization behavior of the alpha lamella is then quanti fi ed using moderate magni fi cation optical photographs by a quantitative metallographic image analysissystemconsideringalphaphasewiththeaspect(length/width)ratio lower than 2 globularized phases.
3.Materials modeling
3.1.Flow behavior and constitutive model
The stress-strain behaviors resulting from the uniaxial compression tests at the temperatures of 890°C-995°C and the strain rates of 0.01 s-1-10 s-1are presented in Fig.2.In all the flow curves,the flow stress increases first and then decreases with the increase in strain.It can be seen from Fig.2 that a peak flow stress appears at relatively low strain(around 0.05),and the different levels of flow softening exist and the flow curves exhibit a trend of steady state flow at strain over 0.9.Furthermore,the overall degree of flow softening is found to be comparable under all the test conditions.
According to the above flow behavior including quick hardening and moderate softening,the constitutive model is established by combination of the physical-based hardening model and a phenomenological softening model as follows:

Fig.2.Stress-strain curves obtained via compression tests(the dot line is temperature corrected by deformation heating).

where σwhis the flow stress during quick hardening,σ*ssis the saturated stress without flow softening,σsis the steady state stress,and Xsoftis the flow softening fraction.
The parameters σ0,β, εp,k,n are all material constants,which values can be obtained through non-linear fi tting method and are listed in Table 1.The ideal saturated stress σ*ssand steady state stress σsare found to be functions of temperature and strain rate which can be expressed as linear relationship with lnZ(Zener-Hollomon parameter),as shown in Fig.3:

Table 1 Constant values of material.

3.2.Dynamic globularization modeling

Fig.3.The linear relation plot between σs-lnZ and -lnZ.
The deformed microstructure is analyzed quantitatively to achieve the evolution of globularization fraction and the size of α phase with strain.The results show that the dynamic globularization kinetics is very sensitive to deformation temperature and strain rate,which can be related to the globularization mechanisms[20].It can be seen from Fig.4 that the globularization fraction of α phase fghas a linear relationship with strain in log-log pattern,indicating that the relation between globularization fraction and strain conforms to the Avarmi equation.And the size of globularized α phase D shows a liner relationship with lnZ(Zener-Holloman parameter),but the slope is highly depended on the strain rate,as shown in Fig.5.Now a kinetic model of lamellar dynamic globularization is established,in which the fraction fgand size D of dynamic globularized α phase are expressed as functions of deformation temperature,strain rate and strain,respectively,in the following models

Fig.4.Linear relation between fgand ε at different deformation temperatures.

Fig.5.Linear relation between D and lnZ at different strain rates.

where εcand n are materials constants dependent on strain rate shown in Table 2,and k is linear function of lnZ shown in Fig.6.

Table 2 εcand n values at different strain rates.

Fig.6.Linear relation between k and lnZ under different deformation conditions.
4.Results and discussion
In the cogging process,the size ofthe billetis Φ80× 140 mm.The billet is heated to 1040°C and held for half an hour,and then air-cooled to room temperature.The original microstructure of the material is lamellar structure after β treatment,shown in Fig.7.The grain size is about 300-400 μm,the thickness of grain boundary α lamella is about 3 μm,and the thickness of colony α lamella is about 2 μm.The original microstructure shows the features similar to the one used for compression test and materials modeling.
The billet cogging process is shown in Fig.8.The cogging load is experimentally recorded at certain time.Fig.9 shows the variation of experimental and FE predicted cogging loads with time.Good agreement between the experimental and simulation results can be obviously seen from Fig.9,indicating that the established constitutive model is applicable in complicated forging process for TC11 alloy.

Fig.7.Microstructure of TC11 alloy rod billet.

Fig.8.Flowchart of one fi re stage cogging process.

Fig.9.Comparison of load-time data between simulated and experimental results.
The simulated fraction of dynamic globularization at the central section is shown in Fig.10.It can be seen that the globularization fraction is between 20%and 90%and significantly different at different positions,which can be more clearly seen from the simulated globularization evolutions at four typical positions(shown as 1-4),indicating non-uniform microstructure distribution.
The microstructures at the positions corresponding to the four points shown in Fig.10 in the cogging experiments are shown in Fig.11.
The comparison of globularization kinetics between simulation and experimental results is shown in Table 3.It can be seen from Table 3 that the simulated results fi t well with the experimental ones,indicating the feasibility of the proposed dynamic globularization kinetics model.Through further investigation,it can be found that both the fraction and size of globularized α phase obtained by simulation are all smaller than those obtained by experiments,and the strain path change during(cogging compared to uniaxial compression)can improve the dynamic globularization of titanium alloy,which is different from the results presented in Ref.[10].The effect of strain path change on glolurization kinetics and the mechanism need to be further studied.

Fig.10.Evolution of simulated lamellar globularization fraction at different positions.

Table 3 Comparison of simulated and experimental globularization results.
5.Conclusions
A constitutive model and a dynamic globularization model are established for TC11 alloy with lamellar structure during subtransus deformation.FEM simulation based on the established models gives good prediction of load and microstructure evolution for TC11 alloy during subtransus cogging,and can be applied for simulation and optimization of cogging or other subtransus hot working processes of TC11 alloy with lamellar structure to realize microstructure control.And the strain path change during subtransus deformation is found to improve the globularized kinetics of α phase,which also needs to be further studied.

Fig.11.Microstructures at different positions in the cogged billet as shown in Fig.10(a).
[1]Williams JC,Belov AF.Titanium and titanium alloys.New York:Plenum Press;1982.
[2]Lutjering G.In fluence of processing on microstructure and mechanical properties of (αββ) titanium alloys. Mater Sci Eng 1998;243(1):32-45.
[3]Weiss I,Froes FH,Eylon D,Welsch GE.Modi fi cation of alpha morphology in Ti-6Al-4V by thermomechanical processing.Metall Trans A 1986;17(11):1935-47.
[4]Seshacharyulu T,Medeiros SC,Frazier WG,Prasad YVRK.Microstructural mechanismsduring hot working ofcommercialgrade Ti-6Al-4V with lamellar starting structure.Mater SciEng 2002;325(1):112-25.
[5]Semiatin SL,Thomas JF,Dadras P.Processing-microstructure relationships for Ti-6Al-2Sn-4Zr-2Mo-0.1S. Metall Trans A 1983;14(11):2363-74.
[6]Malcor JG,Motheillet F,Champin B.Mechanical and microstructural behavior of Ti-6A1-4 Valloy in the hot working range.In:International titanium conference 5,Germany;1985.pp.1495-502.
[7]Semiatin SL,Seetharaman V,Weiss I.Hot working of titanium alloys-an overview.Adv Sci Technol Titanium Alloy Process;1997:4-72.
[8]Kaybyshev OA,Lutfullin RY,Salishchev GA.In fluence of superplastic deformation conditions on transformation of platelike microstructure in titanium alloy VT9.Phys Metals Metallogr 1988;66(6):109-17.
[9]Seshacharyulu T,Medeiros SC,Morgan JT.Hot deformation and microstructural damage mechanisms in extra-low interstitial(ELI)grade Ti-6Al-4V.Mater Sci Eng 2000;279(1-2):289-99.
[10]Salishchev GA,Valiakhmetov OR,Galekev RM.Formation of submicrocrystalline structure in the titanium alloy VT8 and its influence on mechanical properties. J Mater Sci 1993;28(11):2898-902.
[11]Semiatin SL,Seetharaman V,Ghosh AK.Plastic flow,microstructure evolution,and defect formation during primary hot working of titanium and titanium aluminide alloys with lamellar colony microstructures.Philosophical Transactions Royal Soc Lond Ser 1999;357(1756):1487-512.
[12]Semiatin SL,Seetharaman V,Weiss I.Flow behavior and globularization kinetics during hot working of Ti-6Al-4V with a colony alpha microstructure.Mater Sci Eng 1999;263(2):257-71.
[13]Beiler TR,Semiatin SL.The origins of heterogeneous deformation during primary hot working of Ti-6Al-4V. Int J Plasticity 2002;18(9):1165-89.
[14]Zherebtsov SV,Salishchev GA,Galeyev RM,Valiakhmetov OR,Mironov SY,Semiatin SL.Production of submicrocrystalline structure in large-scale Ti-6Al-4V billet by warm severe deformation processing.Scr Mater 2004;51(12):1147-51.
[15]Park CH,Ko YG,Park JW,Lee CS.Enhanced superplasticity utilizing dynamic globularization ofTi-6Al-4V alloy.MaterSciEng 2008;496(1-2):150-8.
[16]Wang KX,Zeng WD,Zhao YQ,Xue B,Tian F.ANN model for prediction of dynamic globularization in TC17 titanium alloy.Chin J Nonferrous Metals 2010;20(1):s468-72.
[17]JeoungHK,ReddyNS,JongTT,JaeKH,ChongSL,ParkNK.Microstructure prediction of two-phase titanium alloy during hot forging using arti fi cial neural networks and FE simulation.Metals Mater Int 2009;15(3):427-37.
[18]Chen HQ,Lin HZ,Guo L,Cao CX.Hot deformation behavior and microstructure evolution of Ti-6.5Al-1.5Zr-3.5Mo-0.3Si with equiaxed α+β starting structure.Mater Sci Forum 2007;546-549:1383-8.
[19]Song HW.Research on subtransus deformation mechanisms of TC11 alloy with a lamellar structure and its application.PHD dissertation.China:Chinese Academy of Sciences;July,2009.
[20]Song HW,Zhang SH,Cheng M.Dynamic globularization kinetics during hot working of a two phase titanium alloy with a colony alpha microstructure.J Alloys Compd 2009;480(2):922-7.
- Defence Technology的其它文章
- Estimation of the kinetic parameters for thermal decomposition of HNIW and its adiabatic time-to-explosion by Kooij formula
- Effect of welding processes and consumables on fatigue crack growth behaviour of armour grade quenched and tempered steel joints
- Research on design and firing performance of Si-based detonator
- Analysis of hydrodynamic characteristics of unmanned underwater vehicle moving close to the sea bottom
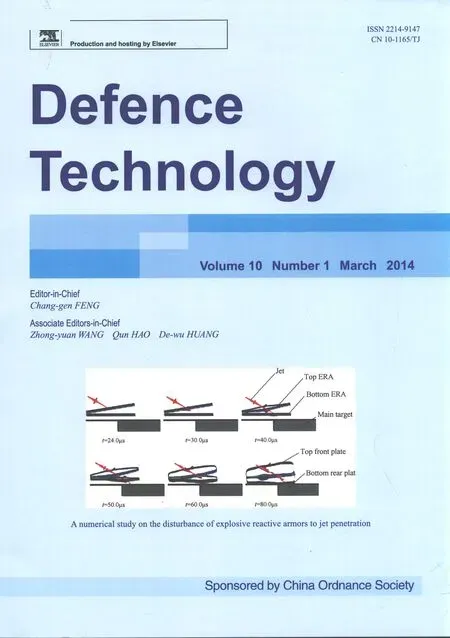
- A numerical study on the disturbance of explosive reactive armors to jet penetration
- Biased retro-proportional navigation law for interception of high-speed targets with angular constraint